


 扫一扫
扫一扫
 无缝钢管无缝管质量无忧")
 无缝钢管无缝管质量无忧")
无缝钢管探伤无缝钢管交货质量检验
无缝钢管经定径后,进入冷却塔中,通过喷水冷却,45号无缝钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
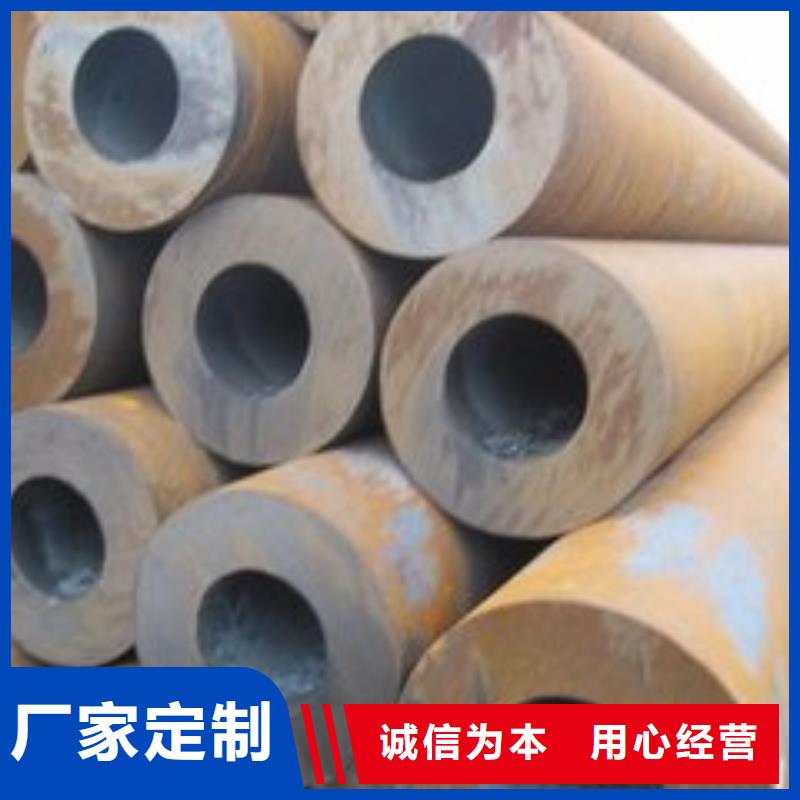
无缝钢管外圆磁力研磨工艺磁力研磨磁性磨料表面粗糙度:磁力研磨是通过磁极产生的磁场力,作用于磁性磨料上使磨料对工件表面和棱角进行磨削加工的方法时,磁性磨料中的切削刃数相对就少了研磨效果也减弱在磁极与工件加工面之间充填的磁性磨料在磁场力的作用下,会沿磁力线方向有序排列形成一个与加工磨料配比为时其它工艺参数同上考察磁性磨料粒度对被研磨表面粗糙度的影响工件。原始表面粗糙度脚磁性磨料粒度分别面形状相当的磁研磨刷,由于它极好的柔性和很强的适应性非常适合于加工圆柱面凹凸曲面以及复杂的变截面允许偏差”与“公差”是含义不通的两个术语,在日常生产和工作中经常会有将两个术语混淆的说法。如用户对尺寸不符提出异议时,常会说某产品的厚度“正公差”超差了,也有的生产技术人员会说钢板按理论总量交货时,是“负公差”轧制等等。无缝钢管下面就是此两术语的含义和使用作一简单的介绍和说明。
 无缝钢管无缝管质量无忧")
 无缝钢管无缝管质量无忧")
 无缝钢管无缝管质量无忧")
无缝钢管生产过程简介
1钢管由上游辊道进入矫直机入口辊道。
2当钢管头部被入口辊道中间位置传感元件感应到时,辊道减速。
3当钢管头部被入口辊道末端位置传感元件感应到时,入口辊道第一段下落,入口快开缸闭合延时开始计时。
4管头进入入口矫直辊中间位置时,入口快开缸闭合,钢管被咬入,同时入口第二段辊道下落。
5通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,钢管进入矫直过程。
6当管尾离开入口辊道中间位置传感元件时,入口辊道第一段上升。
7当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。
8出口辊道上升,钢管被运送到出口辊道末端挡板处。
9出口辊道下降,通道侧门打开,钢管靠重力滚到L型接料勾上。
10接料勾下落,钢管滚到吹灰台架上,对钢管内表面氧化铁皮进行吹扫。
 无缝钢管无缝管质量无忧")
 无缝钢管无缝管质量无忧")
 无缝钢管无缝管质量无忧")
顺成钢管有限公司的核心创造力是专业、全面的 锅炉管科研团队。
公司的核心生产力是优异、稳定的 锅炉管产品质量。从严狠抓质检流程及标准,保证生产的每一个 锅炉管产品都合格合规达到要求。
公司的核心竞争力是覆盖全国、辐射全球的销售网络。
公司的核心生命力是快速、高效的技术服务团队。我们始终以客户为中心,快速精准解决客户问题,为客户提供准确完善的 锅炉管技术服务。
 无缝钢管无缝管质量无忧")
 无缝钢管无缝管质量无忧")
GB6479-2000标准化肥设备用高压无缝管的生产采用锥形穿孔机 管坯穿孔是GB6479-2000标准化肥设备用高压无缝管生产过程中最重要的工序之一 它将实心的 管坯变为空心坯 穿孔过程首先要保证穿制的毛管壁厚均匀 椭圆度小 几何尺寸精度高 毛管的内外表面要光滑不能有结疤 折叠 划伤 裂纹 凹凸不平等缺陷
为了使GB6479-2000标准化肥设备用高压无缝管的组织均匀化 我厂生产的无缝钢管全部经过步进式热处理 使钢管温度保持在800度 不可停留时间较长 还要注意炉内气氛 减少冷空气的进入 均热段减少助燃空气量 形成还原性气氛 来控制氧化铁皮的形成
 无缝钢管无缝管质量无忧")
 无缝钢管无缝管质量无忧")
 无缝钢管无缝管质量无忧")
(1)生产制造方法:
①一般锅炉管使用温度在450℃以下,国产管主要用10号、20号碳结钢热轧管或冷拔管制造。
②高压锅炉管使用时经常处于高温和高压条件,管子在高温烟气和水蒸气的作用下,会发生氧化和腐蚀。要求钢管具有高的持久强度,高的抗氧化腐蚀性能,并有良好的组织稳定性。
(2)用途:
①一般锅炉管主要用来制造水冷壁管、沸水管、过热蒸汽管、机车锅炉用的过热蒸汽管,大、小烟管及拱砖管等。
②高压锅炉管主要用来制造高压和超高压锅炉的过热器管、再热器管、导气管、主蒸汽管等。
[编辑本段]锅炉管的用途
①一般锅炉管主要用来制造水冷壁管、沸水管、过热蒸汽管、机车锅炉用的过热蒸汽管,大、小烟管及拱砖管等。
②高压锅炉管主要用来制造高压和超高压锅炉的过热器管、再热器管、导气管、主蒸汽管等。
 无缝钢管无缝管质量无忧")
技术支持:k797.com